پخ زن بادی دستی ایران بور مدل G-360
قیمت اصلی 5,950,000 تومان بود.4,950,000 تومانقیمت فعلی 4,950,000 تومان است.
پخ زن دستی انکو B15 ELECTRA
قیمت اصلی 131,670,000 تومان بود.125,087,000 تومانقیمت فعلی 125,087,000 تومان است.
پخ زن دستی یوروبور BM45AIR
قیمت اصلی 27,432,000 تومان بود.26,060,000 تومانقیمت فعلی 26,060,000 تومان است.
پخ زن دستی انکو B2 AIR بادی کوچک
قیمت اصلی 89,110,000 تومان بود.84,655,000 تومانقیمت فعلی 84,655,000 تومان است.
پخ زن دستی انکو B10 ELECTRA
قیمت اصلی 125,210,000 تومان بود.118,950,000 تومانقیمت فعلی 118,950,000 تومان است.

دستگاه پخ زن دستی یوروبور LKF.210 ورق و لوله
قیمت اصلی 195,644,000 تومان بود.185,862,000 تومانقیمت فعلی 185,862,000 تومان است.

پخ زن یوروبور Euroboor B60S
قیمت اصلی 228,096,000 تومان بود.216,691,000 تومانقیمت فعلی 216,691,000 تومان است.
پخ زن دستی یوروبور Euroboor B60
قیمت اصلی 176,256,000 تومان بود.167,443,000 تومانقیمت فعلی 167,443,000 تومان است.
پخ زن انکو N.KO UZ12 ULTRALIGHT پیشروی اتوماتیک
قیمت اصلی 609,615,000 تومان بود.579,134,000 تومانقیمت فعلی 579,134,000 تومان است.
دستگاه پخ زن دستی انکو 15 بادی B15 AIR
قیمت اصلی 251,180,000 تومان بود.238,621,000 تومانقیمت فعلی 238,621,000 تومان است.
دستگاه پخ زن دستی انکو N.KO ZERO B22 پخ زنی 0 درجه (Face Off)
قیمت اصلی 275,000,000 تومان بود.247,500,000 تومانقیمت فعلی 247,500,000 تومان است.
پخ زن ایستگاهی کونیک 30 میلی متر انکو N.KO UZ30 EXPRESS
قیمت اصلی 2,735,829,000 تومان بود.2,599,038,000 تومانقیمت فعلی 2,599,038,000 تومان است.
پخ زن انکو UZ 15 RAPID مناسب ورق فولادی
قیمت اصلی 1,109,448,000 تومان بود.1,053,976,000 تومانقیمت فعلی 1,053,976,000 تومان است.
پخ زن اتوماتیک دیسکی عرض کونیک 29 میلی متر انکو UZ29 SPEEDER
قیمت اصلی 1,916,397,000 تومان بود.1,820,577,000 تومانقیمت فعلی 1,820,577,000 تومان است.
پخ زن ایستگاهی انکو B3 قابلیت کونیک قطعات کوچک
قیمت اصلی 110,010,000 تومان بود.104,510,000 تومانقیمت فعلی 104,510,000 تومان است.
پخ زن ورق اتوماتیک دو طرفه کونیک عرض 50 میلی متر انکو N.KO UZ 50 TRIUMPH
قیمت اصلی 1,763,352,000 تومان بود.1,675,184,000 تومانقیمت فعلی 1,675,184,000 تومان است.
پخ زن دیسکی اتوماتیک عرض کونیک 18 میلی متر انکو N.KO UZ18 HardWorker
قیمت اصلی 1,237,356,000 تومان بود.1,175,488,000 تومانقیمت فعلی 1,175,488,000 تومان است.
دستگاه پخ زن پرتابل لوله انکو XPIPE BEVELER
قیمت اصلی 257,202,000 تومان بود.244,342,000 تومانقیمت فعلی 244,342,000 تومان است.
پخ زن دستی ای جی پی EB24R مناسب ورق و لوله
قیمت اصلی 206,300,000 تومان بود.195,985,000 تومانقیمت فعلی 195,985,000 تومان است.


فیلم معرفی دستگاه پخ زن در فروشگاه ایران بور
فروشگاه ایران بور به عنوان بزرگترین فروشنده دستگاه پخ زن در انواع مدلهای (دستی، اتوماتیک، لوله، ایستگاهی) در تهران، باکیفیترین محصولات را به مشتریان خود عرضه میکند.
قیمت دستگاه پخ زن ورق
قیمت اکثر مدلهای پخ زن در زیر همان محصول درج شده است. ولی به طور کلی، به دلیل تنوع بالای این محصولات پخ زن و تفاوت در عواملی مانند برند، نوع مدل، کیفیت ساخت، اندازه، قدرت و تیغهای قابل تعویض قیمتها میتوانند بسیار متغیر باشند.
دستگاه پخ زنی ورق و لوله یکی از مراحل حیاتی در آمادهسازی قطعات برای جوشکاری نفوذی است.
این فرآیند شامل زاویهدار کردن لبههای ورقها و لولهها به منظور ایجاد سطح مناسب برای جوشکاری است که در نهایت باعث بهبود کیفیت جوش، افزایش استحکام اتصالات و جلوگیری از بروز مشکلات ساختاری میشود.
خرید پخ زن برقی
برای خرید دستگاه پخ زن برقی باید به چند نکته کلیدی توجه کنید تا دستگاهی متناسب با نیازهای کاری خود انتخاب کنید.
برای خرید پخ زن متناسب با نیازتان میتوانید با مشاوران ایران بور تماس حاصل کرده و پس از دریافت مشاوره رایگان تخصصی، میتوانید برای خرید اقدام کنید.
ابتدا باید نوع مواد کاری را در نظر بگیرید و مطمئن شوید که دستگاه با جنسی که قصد پخ زدن روی آن را دارید سازگار است، عرض پخ زنی نیز باید با ابعاد قطعات شما هماهنگ باشد.
همچنین، قابلیت تنظیم زاویه پخ زنی در دستگاه میتواند برای پروژههایی با نیاز به زوایای مختلف مفید باشد. کیفیت پرداخت نهایی اهمیت زیادی دارد، بنابراین بهتر است از دستگاههای تولیدکنندگان معتبر استفاده کنید.
پخ زنی به دو روش سنتی و مدرن انجام میشود که در ادامه به بررسی این روشها و مزایا و معایب آنها میپردازیم.
پخ زنی به روش سنتی (هوا برش یا راسته بر)
در گذشته، پخ زنی ورق و لوله به روش سنتی با استفاده از دستگاههای راستهبر و هوا برش انجام میشد.
در این روش، از حرارت بالا برای برش و زاویهدار کردن لبههای ورق استفاده میشود. اگرچه این روش سالها مورد استفاده قرار میگرفت، اما معایب زیادی دارد که از جمله میتوان به موارد زیر اشاره کرد:

- آسیب به خواص فلز: استفاده از حرارت بالا در این روش میتواند ساختار کریستالی فلز را تغییر دهد و منجر به تضعیف مقاومت مکانیکی ورق شود. این تغییرات به خصوص در مواقعی که جوشکاری برای پروژههای صنعتی سنگین انجام میشود، مشکلات جدی به همراه دارد.
- هزینههای بالا: برای انجام هوا برش، نیاز به گازهای مصرفی مثل اکسیژن و استیلن دارید که هزینه آنها به مرور زمان بالا میرود. این موضوع در پروژههای بزرگ به شدت هزینههای تولید را افزایش میدهد.
- دقت پایین: این روش معمولاً دقت لازم برای زاویهدار کردن دقیق لبهها را ندارد و ممکن است منجر به برشهای نامنظم و ناهماهنگ شود که کیفیت نهایی جوش را تحت تأثیر قرار میدهد.
- تولید گرما و تغییر شکل ورق: گرمای زیاد تولید شده در این روش میتواند به تغییر شکل یا کج شدن ورقها منجر شود که به خصوص در ورقهای نازک مشکلساز است.
روش مدرن دستگاه پخ زنی (براده برداری با تیغچههای تراشکاری)
در روش مدرن پخ زنی، از دستگاههای پخ زن اتوماتیک با برادهبرداری سرد استفاده میشود. در این روش، به جای استفاده از حرارت، از تیغچههای تراشکاری (اینسرت) برای برش دقیق لبهها استفاده میشود. این روش، که به اصطلاح کونیک سرد نامیده میشود، مزایای بسیاری دارد:
- بدون آسیب به ورق: به دلیل نبود حرارت در فرآیند، ساختار متالورژیکی فلز هیچ تغییری نمیکند و خواص مکانیکی فلز حفظ میشود. این ویژگی برای صنایعی که نیاز به استحکام بالا و دقت دارند، بسیار حیاتی است.
- کاهش هزینهها: برخلاف هوا برش که نیاز به کپسولهای گاز دارد، در این روش تنها یک بار تیغچه تراشکاری در دستگاه نصب میشود و میتواند تا هزار متر برش ایجاد کند. این به معنای کاهش چشمگیر هزینههای مصرفی و نگهداری است.
- دقت بالا: دستگاههای پخ زن مدرن قادر به ایجاد برشهای دقیق با زاویههای کاملاً قابل تنظیم هستند. این دقت باعث میشود که عملیات جوشکاری به بهترین نحو ممکن انجام شده و از جوشکاری بیش از حد یا ناهموار جلوگیری شود.
- سرعت و کارایی: این دستگاهها خودپیشبرنده بوده و فرآیند پخ زنی را با سرعت و کارایی بالا انجام میدهند. به این ترتیب، زمان آمادهسازی قطعات کاهش یافته و بهرهوری افزایش مییابد.
- ایمنی بالا: به دلیل نبود گرما و کاهش تولید گازهای مضر، این روش از نظر ایمنی برای اپراتورها بسیار بهتر و مناسبتر است.
معرفی انواع دستگاه پخ زن ورق فولادی
پخزنها ابزارهای مهمی در صنعت هستند که برای ایجاد پخهای دقیق بر روی مواد مختلف استفاده میشوند و در انواع مختلفی تولید میشوند. انتخاب نوع مناسب پخزن بستگی به نیاز پروژه و نوع مواد دارد و درک کاربردهای مختلف این ابزارها برای بهرهوری بیشتر ضروری است.
دستگاه پخ زن دستی
پخ زن دستی ابزاری سبک و قابل حمل است که برای ایجاد پخ، کونیک و پلیسهگیری لبههای ورق و لولههای فلزی، بهویژه فولادهای کربنی و استنلس استیل، طراحی شده است.
این دستگاهها به دلیل وزن کم و قابلیت حمل آسان، مناسب برای فضاهای محدود و محیطهای کاری متنوع بسیار مناسب است و عموماً برای آمادهسازی لبههای فلزی با عرض پخ کمتر از 20 میلیمتر به منظور جوشکاری به کار میروند.
ویژگیهایی مانند تنظیم سرعت پخ، به کاربران امکان کنترل دقیق برش و آمادهسازی لبهها را میدهد. هنگام خرید پخ زن دستی، توجه به قدرت موتور، قابلیت تنظیم سرعت، و طراحی مناسب برای سهولت در استفاده و حمل، از نکات مهم است.

دستگاه پخ زن اتوماتیک
پخ زن اتوماتیک یک دستگاه پیشرفته در صنعت فلز کاری است که بهصورت خودکار عملیات پخ زنی دقیق و کنترلشده را بر روی ورقهای فلزی انجام میدهد و نیازی به دخالت مستقیم اپراتور ندارد.
این دستگاه پخ زن اتوماتیک قادر به پخ زدن ورقهای فلزی با ضخامتهای مختلف و در زوایای متنوع است که بسته به نیاز صنعتی و بودجه، در انواع مختلفی به کار می رود.
پخ زنهای اتوماتیک به دلیل دقت و سرعت بالا در بسیاری از پروژههای ساختمانی و صنعتی، مانند نصب سازههای فلزی و پانلهای فولادی، مورد استفاده قرار میگیرند.
این دستگاهها علاوه بر کاهش زمان و هزینههای ساخت، کیفیت نهایی پروژهها را بهبود میبخشند و بهرهوری را افزایش میدهند.
دستگاه پخ زن لوله
پخ زن لوله دستگاهی است که برای آمادهسازی دقیق انتهای لولهها جهت اتصال و جوشکاری استفاده میشود، که با لبهسازی منظم، کیفیت جوشکاری و استحکام اتصالات را بهبود میبخشد.
این دستگاهها علاوه بر جوشکاری، برای پلیسهزدایی و اصلاح نافرمیهای لولههای بریده شده نیز کاربرد دارند و از تکنولوژی برادهبرداری سرد و الماس برای افزایش دقت استفاده میکنند.
دستگاه پخ زن لوله در دو نوع قابل حمل و ایستگاهی موجود هستند؛ مدلهای پرتابل برای پروژههای ساخت و ساز و نصب لوله به دلیل انعطافپذیری بالا مناسباند، در حالی که مدلهای ایستگاهی برای خطوط تولید بزرگ با امکانات پیشرفتهتر طراحی شدهاند.
این دستگاهها با بهبود کیفیت محصول، کاهش هزینهها و زمان تولید، به افزایش بهرهوری و سودآوری کمک میکنند.

پخ زن ایستگاهی
پخ زن ایستگاهی یک دستگاه صنعتی است، که برای ایجاد لبههای مورب یا کونیک روی قطعات فلزی به کار میرود و در صنایعی مانند سازههای فلزی، لولهکشی، و نفت و گاز به دلیل دقت و کیفیت بالا در جوشکاری بسیار مورد استفاده قرار میگیرد.
این دستگاهها با ایجاد لبههای دقیق و سریع، به افزایش استحکام و کیفیت جوش کمک میکنند و احتمال خرابی در محصولات نهایی را کاهش میدهند.
هنگام خرید پخ زن ایستگاهی، به عواملی مانند نوع و ویژگیهای قطعات فلزی، تعداد قطعاتی که باید پردازش شوند، کیفیت ساخت دستگاه، تنوع تنظیمات، پشتیبانی فنی، و هزینه باید مد نظر قرار گیرند تا در طولانیمدت از صرفهجویی در هزینههای نگهداری و تعمیرات اطمینان حاصل شود.
دستگاه پخ زن ورق و لوله مناسب چه کسانی است؟
دستگاههای پخ زن برای طیف وسیعی از فعالان حوزه صنعت فلزات ضروری هستند. این دستگاهها بهطور خاص برای تکنسینهای جوشکاری، فعالان حوزه ساختوساز فلزی، خطوط تولید سازههای فلزی سنگین، کارخانههای کشتیسازی، صنایع نفت و گاز و حتی کارگاههای کوچک برش و فرمدهی ورق طراحی شدهاند.
هر جایی که نیاز به آمادهسازی لبهها برای جوش دقیق، حذف زوایای تیز و یا افزایش استحکام اتصال باشد، دستگاه پخ زن بهعنوان یک ابزار کلیدی مطرح است.
لطفا جهت استعلام قیمت و مشاوره فنی تخصصی، برای خریدی آگاهانه و مطمئن با فروشگاه ایران بور در تهران تماس بگیرید.
از آنجایی که ایران بور سالهاست در تأمین و ارائه تخصصی تجهیزات صنعتی فعالیت دارد، ما نیازهای متنوع کاربران را بهخوبی میشناسیم و انواع دستگاههای پخ زن را متناسب با کاربردهای خاص پیشنهاد میدهیم.
اگر کاربر صنعتی به دنبال افزایش کیفیت جوش و سرعت در آمادهسازی لبهها باشد یا اپراتور کارگاهی نیاز به دستگاهی با وزن سبک و قابلیت حمل بالا داشته باشد، ما گزینهای مناسب از برندهای معتبر جهانی مانند Promotech و Omca و N.ko ارائه میدهیم.
انواع روش پخ زنی ورق
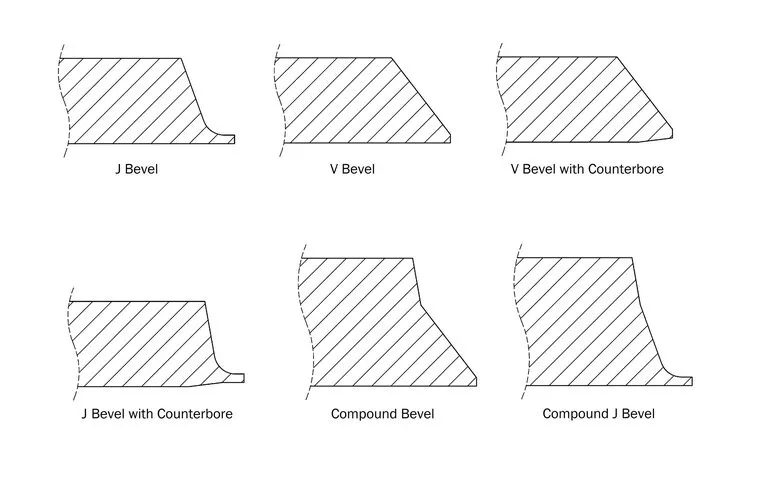
پخ V شکل (V Bevel)
این نوع پخ یکی از رایجترین و سادهترین اشکال آمادهسازی لبه برای جوشکاری است. در پخ V، دو لبه ورق یا لوله به گونهای زاویهدار میشوند که در محل اتصال شکلی شبیه به حرف V انگلیسی بهوجود میآید.
این روش برای نفوذ بهتر جوش و توزیع یکنواخت حرارت بهخصوص در ضخامتهای متوسط تا زیاد استفاده میشود.
- زاویه رایج: معمولاً بین 30 تا 45 درجه
- کاربرد: سازههای فلزی، اسکلت فلزی، لولهکشی صنعتی
پخ J شکل (J Bevel)
در این نوع، لبه فلز به شکل منحنی (مثل قلاب یا خمیده به طرف داخل) آماده میشود. این پخ باعث کاهش حجم مواد پرکننده جوش شده و همزمان کیفیت نفوذ را حفظ میکند. ایجاد پخ J نیاز به دقت و تجهیزات خاص دارد.
- مزیت اصلی: کاهش مصرف فلز جوش، تمرکز بهتر حرارت
- کاربرد: صنایع نفت و گاز، فشار بالا، مخازن تحت فشار
پخ V با کونتربور (V Bevel with Counterbore)
در این روش، علاوه بر ایجاد زاویه V شکل در لبه قطعه، یک فرورفتگی یا سوراخ استوانهای در بخش مرکزی نیز ایجاد میشود که به آن counterbore میگویند. این ساختار به جوش اجازه میدهد که هم در سطح و هم در عمق نفوذ داشته باشد.
- کاربرد: اتصالاتی که نیاز به استحکام بیشتر در مرکز دارند
- نکته: اغلب در ترکیب با جوشکاری چندمرحلهای استفاده میشود
پخ J با کونتربور (J Bevel with Counterbore)
ترکیب شکل منحنی پخ J با سوراخ مرکزی (counterbore)، نوعی آمادهسازی پیچیده و مهندسیشده برای جوشکاری است. این نوع پخ برای قطعاتی با ضخامت زیاد و شرایط تنش بالا مناسب است، جایی که نیاز به اتصال بسیار قوی و کنترلشده داریم.
- مزیت: کاهش مصرف متریال، بالا بردن مقاومت، توزیع بهتر تنش
- کاربرد: نیروگاهها، پتروشیمی، خطوط بخار فشار قوی
پخ مرکب (Compound Bevel)
پخ مرکب ترکیبی از دو زاویه متفاوت در دو طرف لبه قطعه است. بهجای داشتن یک زاویه ساده، این ساختار اجازه میدهد که جوش در مراحل مختلف و با هندسه پیچیدهتری انجام شود.
- کاربرد: جاهایی که نیاز به جوش چندپاسه با کنترل دقیق هندسه جوش دارند
- نکته: نیاز به دستگاههایی با قابلیت تنظیم زاویه دقیق و جداگانه دارد
پخ مرکب J شکل (Compound J Bevel)
این روش پیشرفتهترین نوع پخزنی است که در آن ترکیبی از دو منحنی J در دو زاویه مختلف ایجاد میشود. ساختار آنچنان طراحی شده که هم مصرف فلز جوش را کاهش دهد و هم کنترل تنشهای جوش را در شرایط بسیار سنگین بهبود بخشد.
- کاربرد: جوشکاری مخازن حجیم، دیگهای بخار، اتصالات حساس در دما و فشار بالا
- نیازمندی: ماشینآلات CNC دقیق یا تجهیزات مخصوص با هد قابل برنامهریزی
پخ U شکل (U-Bevel)
این نوع پخ نیز شکلی منحنی دارد اما نسبت به J شکل عمق و شعاع بزرگتری دارد. استفاده از پخ U بیشتر برای ورقهای بسیار ضخیم یا سازههایی با فشار بالا است.
چون اجرای آن نیاز به دقت بالا و عمق زیاد دارد، معمولاً دستگاههای CNC با چند محور حرکتی و تجهیزات خاص برش برای این نوع مناسب هستند.
پخ لبه صاف یا مستقیم (Straight Bevel)
در این روش، لبه قطعه به صورت صاف و بدون زاویهدار شدن آمادهسازی میشود. از این نوع پخ بیشتر در مواقعی استفاده میشود که نیاز به تغییر زاویه یا جوش عمیق نیست، مثلاً برای زیباسازی یا کاهش لبههای تیز مناسب هستند.
پخ داخلی یا لبهزنی درونی (Internal Bevel)
در مواقعی که نیاز به پخزنی داخل یک لوله یا سطح داخلی داریم، از پخ داخلی استفاده میشود. این روش بیشتر برای آمادهسازی لبه داخلی لولهها یا قطعات توخالی برای جوشکاری به کار میرود.
ابزارهای پخزنی قابل حمل یا دستگاههای خاص داخلبر (internal beveling machines) برای این نوع کاربرد مناسب هستند.
پخ زنی برای انواع متریال مختلف
پخ زنی محدود به فولاد کربنی نیست و در صنایع مختلف روی فلزات متنوعی انجام میشود. شناخت ویژگیهای هر متریال در زمان برادهبرداری باعث انتخاب دقیقتر ابزار و حفظ کیفیت نهایی کار خواهد شد.
- در مورد آلومینیوم: بهدلیل نرمی و چسبندگی بالا، تیغچه باید دارای پوشش ضد اصطکاک و زاویه مناسب باشد. سرعت پایینتر در برش و استفاده از تیغهای تیزتر کمک میکند سطح نهایی دچار خمشدگی یا پلیسه نشود.
- استنلس استیل: سختتر و سایندهتر از فولاد است. دستگاه باید قدرت بالاتری داشته باشد و از تیغهایی با مقاومت حرارتی بالا استفاده شود. پخزنی سرد گزینه ایدهآل برای حفظ کیفیت سطح این متریال است.
- تیتانیوم: گرما را بهسرعت جذب میکند و اگر خنککاری مناسب انجام نشود، باعث سایش تیغ و خرابی سطح میشود. برش با فشار کنترلشده و سرعت پایین تنها راه مطمئن برای پردازش این فلز است.
- فلزات رنگی مانند برنج و مس: نیز با آنکه نرمتر هستند، گاهی در حین برش رفتاری نامنظم نشان میدهند. بنابراین تنظیم دقیق زاویه و جلوگیری از لرزش دستگاه ضروری است.
در نهایت، نوع فلز تاثیر مستقیم بر نوع تیغ، سرعت برش، زاویه و حتی نوع دستگاه دارد. درک صحیح از این تفاوتها، هم عمر ابزار را افزایش میدهد و هم کیفیت نهایی جوش یا مونتاژ را تضمین میکند.
پخ زنی در کارگاههای کوچک و پروژههای سبک
در کارگاههایی با حجم تولید پایین یا پروژههایی که تنوع کاری بالا اما تعداد قطعات محدود است، استفاده از دستگاههای پخ زن دستی پیشنهاد میشود.
این دستگاهها قابلیت جابجایی آسان، تنظیم دستی زاویه و سرعت، و همچنین توانایی کار با متریالهایی نظیر فولاد کربنی، آلومینیوم و استنلس استیل در ضخامتهای کم را دارند.
در چنین شرایطی تمرکز روی انعطافپذیری و هزینه پایینتر اولیه است، هرچند که دقت و سرعت نسبت به مدلهای صنعتی کاهش مییابد. برای مثال، پخزنی روی ورقهایی با ضخامت کمتر از ۱۰ میلیمتر که نیاز به دقت زاویه بالا ندارند، بهراحتی با این دستگاهها قابل انجام است.
پخ زنی در پروژههای سنگین و خطوط تولید صنعتی
در صنایع سنگین مانند ساخت مخازن تحت فشار، اسکلتهای فلزی، دیگهای بخار، یا پلهای فولادی، حجم بالای پخزنی و نیاز به دقت ثابت در زوایا، عمق و کیفیت سطح برادهبرداری، استفاده از دستگاههای پخ زن اتوماتیک یا CNC را ایجاب میکند.
این مدلها معمولاً دارای سیستم پیشبرنده، کنترل زاویه دیجیتال، قابلیت برنامهریزی عملیات، و توانایی پخزنی روی ضخامتهای بالا (۲۰ تا ۶۰ میلیمتر و بیشتر) هستند.
در این بخش، تکرارپذیری، سرعت، و ثبات کیفیت از اهمیت بالایی برخوردار است. بهویژه در مواقعی که اتصالها تحت فشار یا بار دینامیکی قرار میگیرند، کوچکترین خطای زاویهای میتواند منجر به نقص عملکرد جوش شود.
پخ زنی لولهها و اتصالات گرد
در مواردی که تمرکز روی خطوط انتقال سیالات، شبکههای تأسیساتی، یا سیستمهای لولهکشی صنعتی باشد، دستگاههای تخصصی پخ زن لوله توصیه میشود. این دستگاهها بهگونهای طراحی شدهاند که با نصب روی محیط خارجی یا داخلی لوله، بتوانند پخ مورد نظر را با زاویه مشخص و بدون پلیسه ایجاد کنند.
در انتخاب دستگاه مناسب لوله، معیارهایی نظیر قطر لوله، ضخامت جداره، موقعیت نصب (افقی، عمودی یا فضای محدود)، و قابلیت نصب سریع ابزار اهمیت دارد. برای مثال، در خطوط لوله نفت و گاز، جایی که کیفیت جوش و استحکام اتصال حیاتی است، دستگاههایی با سیستم کلمپ داخلی، تیغههای سختکاریشده و کنترل فشار برادهبرداری ترجیح داده میشوند.
پخ زنی ترکیبی در کارگاههای متنوع
در بسیاری از کارگاههای نیمه صنعتی که هم با ورق و هم با لوله سروکار دارند، بهترین گزینه استفاده از دستگاههایی است که امکان تغییر ابزار، تنظیم زاویه، و کار با اشکال مختلف هندسی را فراهم میکنند.
این دستگاهها اگرچه قیمت اولیه بالاتری دارند، اما در درازمدت با کاهش هزینههای نیروی انسانی و افزایش کیفیت اتصال، بسیار مقرونبهصرفه هستند.
لطفا جهت مشاوره و استعلام قیمت پخ زن با فروشگاه ایران بور تماس حاصل نمایید