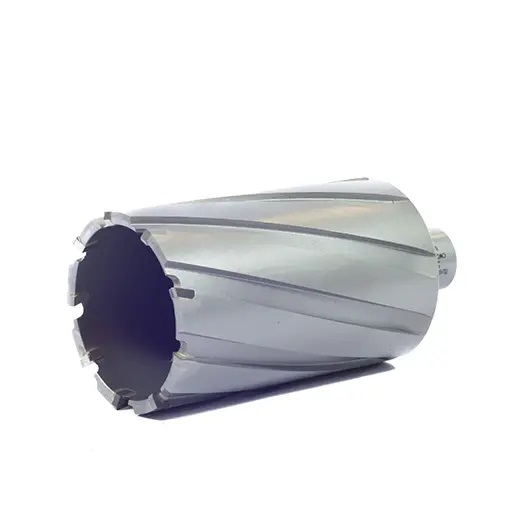
مته گردبر مخصوص آهن یکی از ابزارهای پرکاربرد در سوراخکاری فلزات است که در دو نوع HSS (فولاد تندبر) و TCT (الماسه یا کاربیدی) تولید میشود. این متهها با استفاده از تکنولوژی جدید برش، باعث کاهش فشار روی دریل مگنت شده و امکان سوراخکاری دقیق، سریع، بدون انحراف و لرزش را حتی در قطرهای بزرگ فراهم میکنند.
نوع HSS برای سوراخکاری فولادهای معمولی، ورقهای فلزی و آلیاژهای با سختی متوسط مناسب است، درحالیکه TCT دارای دندانههای کاربیدی بوده و برای برش فولادهای سخت، استیل ضدزنگ و مواد با ضخامت بالا عملکرد بهتری دارد.
ایران بور بهعنوان فروشگاه تخصصی ابزارهای سازههای فولادی، با ارائه طیف وسیعی از متههای گردبر آهن و مته دریل مگنت، پاسخگوی نیاز صنایع مختلف است.
از مهمترین جنبههای فعالیت ایران بور، ارائه مشاوره تخصصی پیش از خرید مته گردبر آهن و تضمین اصالت کالا است. هدف ما تنها فروش محصول نیست، بلکه ارائه راهکارهای جامع و موثر به مشتریان است تا با اطمینان کامل، ابزار مناسب پروژههای خود را انتخاب کنند.
قیمت گرد بر آهن و فلز
قیمت مته گردبر آهن به عوامل مختلفی از جمله: نوع مته گردبر آهن HSS یا TCT، سایز (قطر و ارتفاع برش)، برند سازنده و درصد کبالت بهکار رفته در آن بستگی دارد.
گرد بر آهن از فولاد تندبر HSS عموماً برای سوراخکاری در فلزات نرمتر و نیمهسخت مناسب هستند و قیمت مقرون بهصرفهتری دارند.
در مقابل، گردبر اهن کاربیدی TCT یا سر الماسه، مقاومت بسیار بالایی در برابر حرارت و سایش دارند و برای برش فولاد سخت، استیل ضدزنگ و مواد با ضخامت بالا ایدهآل هستند. پس طبیعتا قیمت مته گردبر دریل مگنت از نوع سر الماسه بالاتر از نوع تندبر است.
به هر حال، با خرید گردبر آهن باکیفیت، که دوام و طول عمر بالا، قابلیت تیز کردن مجدد و افزایش سرعت و دقت در کار را دارد؛ در بلند مدت منجر به کاهش هزینهها و افزایش بهرهوری خواهد شد.
لذا به دلیل نوسانات ارزی در بازار، بهتر است برای استعلام دقیق قیمت گردبر آهن و دریافت مشاوره تخصصی، با کارشناسان فروش ما در ایران بور تماس بگیرید.
انواع مته گردبر آهن
مته گردبر در دو نوع اصلی فولاد تندبر و سرالماسه تولید میشود که هر کدام ویژگیها و کاربردهای خاص خود را دارند:
مته گردبر فولاد تندبر (HSS)
این نوع مته گردبر آهن از فولاد با سرعت بالا ساخته شده و برای سوراخکاری انواع ورق فلزی، فلزات نرم و نیمهسخت مانند: آهن، آلومینیوم و مس مناسب است.
این متهها دارای مقاومت خوبی در برابر حرارت بوده و در سایزها و قطرهای مختلفی عرضه میشوند. برخی از مدلهای HSS با روکش کبالت (HSS-Co) نیز موجود هستند که مقاومت بیشتری در برابر سایش و حرارت از خود نشان میدهند و برای برش استیل نیز کارایی دارند.
مته گردبر سر الماسه/کاربیدی (TCT)
این نوع مته گردبر آهن نیز دارای دندانههایی از جنس تنگستن کارباید (الماس) است که مقاومت فوقالعادهای در برابر حرارت و سایش دارد.
متههای TCT برای برش و سوراخکاری فلزات بسیار سخت مانند: فولادهای آلیاژی، استیل ضدزنگ، چدن و مواد با ضخامت بالا گزینه مناسبی محسوب میشوند.
به دلیل عمر مفید و سرعت برش بالاتر نسبت به نوع HSS، ایدهآل برای کاربردهای صنعتی سنگینتر هستند. همچنین استفاده از روانکنندههای مخصوص و سیستمهای خنککننده برای جلوگیری از افزایش حرارت و افزایش طول عمر مته ضروری است.
انواع دیگر مته گردبر براساس جنس
علاوه بر این دو نوع اصلی، مته گردبر بر اساس جنس ماده بهکار رفته در تولید آن به سه نوع: مته گردبر استیل، مته گردبر آلومینیوم و مته گردبر چدن نیز تقسیم میشود.
همچنین، متههای گردبر از نظر شکل دندانه (ارهای یا مربعی) و محور (ثابت، جداشونده، کوچک، بزرگ) نیز دارای تنوع هستند. در نهایت انتخاب نوع مناسب مته گردبر آهن بستگی به نوع فلزات، ضخامت ورق فلزی، تعداد سوراخهای موردنیاز و سرعت موردنظر در فرآیند برش را دارید.
مزایای استفاده از گردبر آهن
استفاده از گردبر آهن در مقایسه با متههای معمولی مزایای زیادی دارد که آن را به ابزاری برتر برای سوراخکاری فلزات تبدیل کرده است:
- افزایش دقت و کیفیت سوراخ: سوراخهای ایجاد شده توسط گرد بر آهن دارای ضریب خطای کمتر و لبههای صافتر هستند.
- کاهش نیروی موردنیاز: مته گردبر با نیروی گشتاور و فشار کمتری نسبت به مته مارپیچی کار میکند.
- سرعت بالاتر در سوراخکاری: به دلیل کاهش سطح تماس با فلز، عملیات تا چهار برابر سریعتر انجام میشود.
- کاهش استهلاک دستگاه: به دلیل برادهبرداری کمتر، فشار روی موتور دریل کاهش یافته و عمر دستگاه افزایش مییابد.
- کاهش ضایعات فلزی: برادههای خروجی بهصورت قطعهای دایرهای (Slug) جدا میشوند، که باعث تمیزتر شدن سوراخکاری و کاهش هدررفت مواد میشود.
- قابلیت تیز کردن مجدد: بسیاری از متههای گردبر قابلیت تیز شدن مجدد دارند که عمر مفید آنها را افزایش داده و در هزینهها نیز صرفهجویی میشود.
در نتیجه، مته گردبر گزینهای بهینه و حرفهای برای کار با دریل مگنت در صنایع ساختوساز، اسکلت فلزی، صنایع نفت و گاز و تعمیرات صنعتی محسوب میشود.
فاکتورهای مهم در انتخاب مته گردبر آهن
انتخاب مته گردبر آهن مناسب نیازمند توجه به چندین فاکتور کلیدی زیر است تا بهترین عملکرد و دوام را داشته باشد:
- جنس قطعه کار: مهمترین فاکتور، نوع و سختی فلزی است که قصد سوراخکاری آن را دارید. برای فولادهای معمولی و نرم،HSS مناسب است، اما برای استیل، فولاد ضدزنگ و فلزات سختتر، متههای TCT یا کبالتدار توصیه میشوند.
- قطر و عمق سوراخ کاری فلزات: مته گردبر باید متناسب با قطر و عمق مورد نیاز سوراخ انتخاب شود.
- نوع دریل: سازگاری مته با دریل شما، به ویژه دریل مگنت، مهم است. قطر شفت مته باید با سه نظام دریل مطابقت داشته باشد.
- برند و کیفیت ساخت: انتخاب برندهای معتبر که به کیفیت و دوام محصولاتشان معروف هستند (مانند: گرولن، اف ای پاورتولز، بی دی اس) اهمیت زیادی دارد. خرید گردبر آهن از تامینکنندگان معتبر نظیر ایران بور، تضمینکننده کیفیت است.
- پوشش: برخی متهها دارای پوششهای خاصی مانند: TiN یا TiAlN هستند که مقاومت آنها را در برابر حرارت و سایش افزایش میدهند.
- تعداد دندانه و شکل هندسی: تعداد و هندسه دندانهها بر روی سرعت و کیفیت برش تأثیرگذار هستند.
- نیاز به خنککاری: استفاده از سیال خنککننده در حین سوراخکاری (به خصوص برای فلزات سخت) برای افزایش عمر مته و جلوگیری از داغ شدن بیش از حد ضروری است.
با در نظر گرفتن این موارد، میتوانید متهای را انتخاب کنید که کیفیت و سرعت بالایی در انجام کار سوراخکاری دارد.
کاربردهای صنعتی گردبر آهن
به دلیل قابلیتها و مزایای فراوانی که مته گردبر آهن دارد، در طیف وسیعی از صنایع و کاربردهای حرفهای مورد استفاده قرار میگیرد:
- در صنایع ساختمانی و سازههای فلزی، برای سوراخکاری تیرآهن، پروفیل، ورق فلزی و سایر قطعات فولادی در ساخت اسکلت ساختمانها، پلها، و سولهها
- در کشتیسازی و صنایع دریایی برای سوراخکاری در بدنه کشتیها و قطعات فلزی سنگین
- استفاده در صنایع نفت، گاز و پتروشیمی برای ایجاد سوراخ در لولهها، مخازن و سازههای فلزی در محیطهای حساس و نیازمند دقت بالا
- در تولید و مونتاژ ماشینآلات و سوراخکاری در قطعات فلزی برای مونتاژ ماشینآلات صنعتی
- برای راهآهن آن هم در پروژههای ساخت و نگهداری خطوط راهآهن و واگنها
- در صنایع خودرو و وسایل نقلیه سنگین برای سوراخکاری در شاسی، بدنه و قطعات موتور
- در برقکشی و تاسیسات و ایجاد سوراخ برای عبور کابلها، لولهها و نصب اتصالات در دیوارها و سقفهای کاذب
- کارهای فلزکاری عمومی در کارگاههای آهنگری، جوشکاری و ساخت درب و پنجره
این نوع مته که با نامهای مته گردبر آهن یا مته گردبر دریل مگنت شناخته میشود، راهکاری بهینه و کارآمد برای سوراخکاری در صنایع مختلف به شمار میرود.
مته گردبر بدون روکش در مقایسه با روکش دار
در اکثر موارد، مته گردبر HSS استاندارد برای حدود ۸۰ درصد کاربردهای صنعتی و عمومی در سوراخکاری فلزات عملکرد ایدهآلی دارد. این نوع متهها به دلیل جنس فولاد تندبر خود، دارای مقاومت مناسبی در برابر حرارت و سایش بوده و برای سوراخکاری روی فلزات رایج مانند فولاد ساختمانی، فولاد کمکربن و آلومینیوم بهخوبی عمل میکنند. در چنین مواردی، استفاده از متههای روکشدار یا کاربیدی مزیت خاصی ارائه نمیدهد و تنها هزینه بیشتری به همراه خواهد داشت.
اما زمانی که نیاز به سوراخکاری روی مواد سختتر مانند فولادهای آلیاژی، فولاد ضدزنگ با سختی بالا و فلزات ساینده وجود دارد، متههای روکشدار یا کاربیدی عملکرد بسیار بهتری خواهند داشت. این متهها معمولاً دارای روکش تیتانیوم (TiN)، کبالت یا کاربید تنگستن هستند که باعث افزایش مقاومت در برابر سایش و افزایش طول عمر ابزار میشود. استفاده از این نوع متهها در کنار دریل مگنتهای پرقدرت موجب میشود که عملیات سوراخکاری سریعتر و با کمترین استهلاک انجام شود.
خرید اینترنتی و حضوری مته گردبر آهن از ایران بور
برای خرید مته گردبر آهن و سایر ابزارهای تخصصی سازههای فولادی، ایران بور امکان خرید اینترنتی و حضوری مته گردبر آهن را برای مشتریان گرامی فراهم کرده است.
شما میتوانید با مراجعه به وبسایت ما، کاتالوگ محصولات را مشاهده کرده و پس از مقایسه ویژگیها و قیمت مته گردبر آهن مورد نظر، سفارش خود را به صورت آنلاین ثبت نمایید.
تیم پشتیبانی ایران بور نیز آماده پاسخگویی به سوالات شما و ارائه مشاوره تخصصی در زمینه انتخاب گردبر آهن مناسب است.
همچنین، برای آن دسته از عزیزانی که ترجیح میدهند مته دریل مگنت یا هر محصول دیگری را از نزدیک مشاهده کرده و با کارشناسان ما صحبت کنند، امکان خرید مته گردبر آهن به صورت حضوری نیز در فروشگاه ایران بور فراهم است.
با خرید گردبر آهن از ایران بور، اطمینان حاصل میکنید که ابزاری با کیفیت، دوام بالا و عملکرد مطلوب برای پروژههای خود در اختیار دارید.
سوالاتی که قبل از خرید مته گردبر باید از خود بپرسید
روزانه چند سوراخکاری انجام میدهید؟
میزان استفاده از مته تأثیر مستقیمی در انتخاب نوع و کیفیت آن دارد. اگر در طول روز تعداد محدودی سوراخ با قطرهای معمول انجام میدهید، یک مته HSS استاندارد انتخاب بهصرفهای است. ولی اگر حجم کار بالاست و باید در مدت زمان کم سوراخکاری زیادی انجام بدهید، سرمایهگذاری روی مدلهای TCT با عمر طولانیتر و مقاومت بالاتر انتخاب هوشمندانهتری است.
قطعهکاری که روی آن کار میکنید از چه جنسی است؟
جنس فلز موردنظر تعیین میکند کدوم نوع مته عملکرد بهتری دارد. برای فولاد ساختمانی، آلومینیوم و فلزات نرم، متههای HSS کفایت میکنند. اما اگر با فولاد آلیاژی، استنلس استیل یا سطوح سختکاریشده سروکار دارید، باید به سراغ متههای کاربیدی بروید که قدرت برش بالاتری دارند و دندانههای آن مخصوص مقاومت در برابر سایش طراحی شده است.
دنبال دقت بیشتر هستید یا سرعت بالا؟
اگه پروژهتان نیاز به ظرافت و سوراخهایی با لبههای تمیز و دقیق دارد، مته گردبر انتخاب مناسبی است، چون برخلاف مته مارپیچی، فقط لبه بیرونی را برش میزند و این باعث افزایش دقت میشود. اما اگر محدودیت زمانی دارید و باید در مدت کوتاهی چندین سوراخ بزنید، مدلهایی با طراحی مخصوص سرعت بالا یا پوشش ضد اصطکاک برای شما بهتراند.
سرعت چرخش دریل مگنت شما چقدر است؟
مته گردبر برای عملکرد بهینه نیاز به تطبیق با سرعت دستگاه دارد. متههای HSS در سرعتهای پایینتر بهتر کار میکنند، ولی متههای TCT معمولاً نیاز به RPM بالاتر دارند تا کارایی واقعیشان را نشان بدهند. اگه دریل مگنت شما فقط یک سرعت دارد یا قدرت بالایی ندارد، باید حتماً متهای انتخاب کنید که با آن شرایط هماهنگ است؛ تا نه مته آسیب ببیند نه موتور دستگاه تحت فشار قرار بگیرد.